Verniciatura
SISTEMA DI VERNICIATURA
DEFINIZIONE DEL PROBLEMA
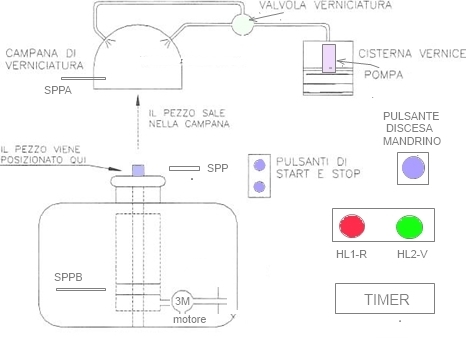
Realizziamo un sistema per la verniciatura di pezzi metallici.
Il pezzo meccanico deve essere posizionato su un mandrino.
Quando il pezzo è in posizione (SPP), il mandrino automaticamente innalza il pezzo all’interno di una campana tramite il motore 3M (“su”).
L’arresto del motore di salita è determinato dal raggiungimento di un finecorsa SPPA.
Quando il pezzo è nella campana viene spruzzata la vernice per circa 7 secondi tramite una pompa che spinge la vernice all'apertura della valvola dei condotti di spruzzo.
Alla fine dei 7 secondi, l’operatore (che aveva azionato un timer meccanico) preme il pulsante “giù” che permette al mandrino di ritornare nella posizione originale, azionando il motore in senso inverso.
L’arresto del motore è determinato dal finecorsa SPPB.
Il pezzo verniciato viene rimosso manualmente dal mandrino.
Durante la verniciatura si accende una lampada rossa lampeggiante.
L'accensione del sistema determina anche l'avvio
Quando il sistema di verniciatura viene avviato (START) si accende una lampada verde.
Realizzare il ladder e la tabella dei simboli.
Realizzare lo schema ladder.
Elencare le fasi della sequenza delle operazioni
La descrizione delle fasi della sequenza operativa deve essere la più dettagliata possibile.
Accendere la pompa della vernice ed il compressore dell’aria.
Accendere il sistema. Sono richiesti ulteriori pulsanti separati dai pulsanti del sistema.
Mettere il pezzo sul mandrino. Un sensore di posizione indica la presenza del pezzo.
Premere il pulsante (o i pulsanti) di start del processo. Avere due pulsanti di start, un entrambe le mani, riduce la possibilità che la mano dell’operatore venga coinvolti movimento di salita del mandrino.
Il mandrino è innalzato da un cilindro pneumatico, comandato da un’elettrovalvola per 1 compressa. Il mandrino ritorna giù per gravità. Notate che quando il mandrino sale, il sei- di presenza pezzo viene disimpegnato.
Quando il pezzo è in alto, è tenuto in posizione di stop dall’aria compressa. Un sensore ir che il pezzo ha raggiunto la posizione alta.
Un timer inizia a contare i sette secondi.
Durante questo periodo di sette secondi, la vernice viene applicata mediante lo spray.
Alla fine dei sette secondi, la verniciatura si ferma ed il pezzo inizia a scendere.
Il sensore in alto viene disimpegnato quando il pezzo scende abbandonando la posizione
11pezzo arriva in basso, ed impegna di nuovo il sensore di presenza pezzo (noi supponi che il pezzo non risale nuovamente con il mandrino).
Il pezzo è rimosso dal mandrino.
Il sistema è resettato in modo tale che si possa ripartire dal punto 3.
Macchina per la verniciatura dei telaio.
TABELLA DEI SIMBOLI
I0.0 Pulsante di stop macchina
I0.1 Pulsante di start macchina
I0.2 SPP pezzo in posizione
I0.3 SPPB mandrino in posizione bassa
I0.4 SPPA mandrino in posizione alta
I0.5 Pulsante discesa mandrino
Q0.0 Relè 3M su
Q0.1 Relè 3M giù
Q0.2 Luce verde
Q0.3 Luce rossa
Q0.4 Pompa vernice
Q0.5 Elettrovalvola spray vernice